
Friction Weld Inspection
This process is commonly used on cylindrical metal or thermoplastic components in aviation and automotive applications.
Friction welding is a solid-state welding process that generates heat through mechanical friction between two work-pieces in relative motion to one another with the addition of a lateral force called “upset” to plastically displace and fuse the materials. This process is commonly used on cylindrical metal or thermoplastic components in aviation and automotive applications.

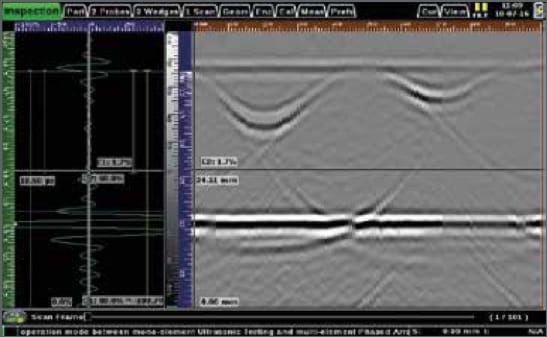
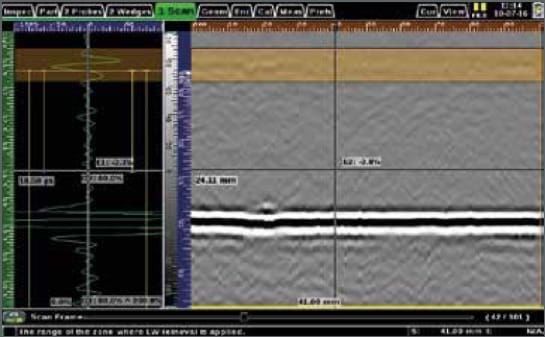
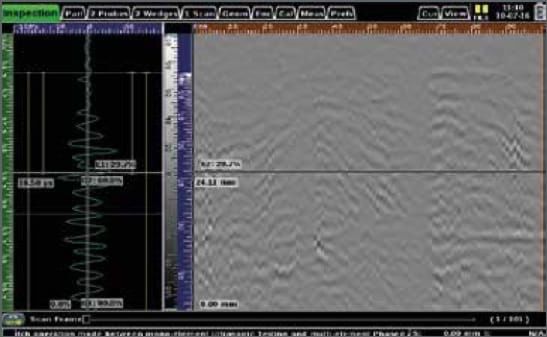
Typical signal response
The following are outputs from a TOFD inspection demonstrating a good weld, side drilled hole and two flaws.
|
|
|
|

|
|
|
|
There are three potential inspection methods:
- Conventional single compression probe. This is the simplest method but requires the shaft end to be accessible.
- Tandem Pitch & Catch. Two conventional probes on angled wedges are used. A good method but more difficult to achieve satisfactory results.
- Time of Flight Diffraction (TOFD). This is the best method utilising pitch and catch probes on each side of the weld.
Conclusion
Although all three methods can be utilised for such applications, the end of the shaft and the TOFD approach are favoured compared to the tandem pitch & catch method due to the display advantages, the pace in data interpretation and improved repeatability. Inspection can be automated using SDK (software development kit) when using Sonatest VEO3 or Prisma platforms.
Additional application verification / validation may be required for specific test samples.
For further information or support, please contact the Sonatest Applications Team: applications@sonatest.com